


Сварка взрывом производится в общем случае следующим образом: на песчаную опору устанавливается основной лист, над которым с определенным зазором располагается плакирующий лист с зарядом взрывчатого вещества и детонатором. После инициирования взрыва плакирующий лист под действием продуктов детонации соударяется с поверхностью изделия со скоростью 300-600 м/с. При этом образуется своеобразный канал, из которого в процессе сварки взрывом газ должен быть вытеснен.
а б
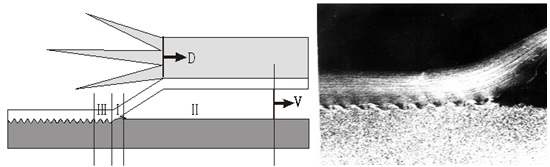
Рисунок 1. Схема сварки взрывом (а): I - зона точки контакта, II - зона впереди точки контакта, III - зона формирования соединения, D - скорость детонации, V- скорость движения УСГ. Б - вид соединения в месте остановки процесса сварки.
При метании плакирующего листа в сварочном зазоре происходит ударное сжатие газа с образованием ударной волны, которая распространяется по газу впереди точки контакта. Газ нагревается до температуры порядка 3000 К [34, 35] и вытесняется из сварочного зазора со скоростью точки контакта (2400-3000 м/с, что является гиперзвуковой скоростью). Следовательно, ударно-сжатый газ, нагретый до высокой температуры (ВУСГ), обтекает свариваемые поверхности с гиперзвуковой скоростью. Между ВУСГ и поверхностью металла образуется пограничный слой, параметры которого отличаются от свойств основного потока в связи с наличием сил трения при торможении воздуха о свариваемые поверхности и возникновения из-за наличия микронеровностей (шероховатости поверхности) турбулентности в приповерхностном слое. В этих условиях температура в пограничном слое может в несколько раз превышать ее в основном потоке ВУСГ.
Таким образом, с позиций аэродинамики при сварке взрывом в сварочном зазоре при обтекании свариваемых поверхностей с гиперзвуковой скоростью (больше 5 М) ВУСГ в пограничном слое возможно образование неравновесной ударной плазмы. По данным работы ударная плазма имеет много общего с обычной разрядной плазмой, но существуют некоторые особенности: отсутствие внешнего электрического поля, высокие температуры (Т=3000-20000 К) и наличие быстрых хемоионизационных реакций с участием возбужденных атомов и молекул. Подробнее